Description
Overhead Storage Conveyor
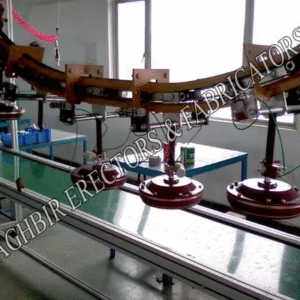
An Overhead Storage Conveyor is a highly efficient material handling system designed to transport and store goods above the floor, optimizing space and streamlining workflow. This type of conveyor is widely used in warehouses, manufacturing plants, automotive units, garment industries, and industrial storage facilities where maximizing floor space and organizing inventory is crucial.
What Is an Overhead Storage Conveyor?
An Overhead Storage Conveyor System moves products along a ceiling-mounted track using trolleys, hooks, or carriers. It allows items to be stored, retrieved, or transported across different production or storage areas without obstructing the working floor.
Key Features
-
Ceiling-mounted design for maximum floor space utilization
-
Smooth, continuous, and controlled movement
-
Heavy-duty construction for industrial use
-
Custom carriers or hooks for various product sizes
-
Suitable for light, medium, and heavy loads
-
Low maintenance and long service life
Applications
-
Industrial and warehouse storage
-
Automotive component storage and handling
-
Garment and textile hanging systems
-
Manufacturing and assembly lines
-
Powder coating and paint shop storage
Advantages
-
Maximizes storage capacity while saving floor space
-
Reduces manual handling and labor costs
-
Ensures safe and organized storage of items
-
Improves workflow efficiency and productivity
-
Integrates easily with existing overhead conveyor systems
Why Choose an Overhead Storage Conveyor?
An Overhead Storage Conveyor is ideal for industries looking for a space-saving, reliable, and efficient storage and handling solution. Its modular design allows easy customization and expansion to meet evolving storage or production needs.