Description
Industrial Overhead Conveyor
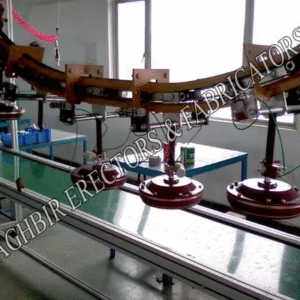
An Industrial Overhead Conveyor is a robust material handling system designed to transport goods above the factory floor, optimizing space and streamlining production processes. These conveyors are ideal for industries requiring continuous, reliable, and organized movement of products, especially heavy, bulky, or hanging items.
Industrial overhead conveyors are widely used in automotive assembly, garment manufacturing, paint shops, powder coating lines, warehouses, and heavy engineering industries to improve workflow, reduce manual labor, and enhance workplace safety.
What Is an Industrial Overhead Conveyor?
An Industrial Overhead Conveyor System moves products along an elevated track using trolleys, chains, or monorails. This allows materials to flow seamlessly across multiple workstations without occupying floor space, supporting horizontal, inclined, curved, or vertical movement based on production requirements.
Key Features of Industrial Overhead Conveyor Systems
-
Ceiling-mounted, space-saving design
-
Heavy-duty construction for long-term reliability
-
Smooth and continuous operation
-
Flexible layouts: straight, curved, inclined, or looped
-
Suitable for light, medium, and heavy loads
-
Low maintenance and energy-efficient
Types of Industrial Overhead Conveyors
-
Chain Overhead Conveyor – ideal for heavy-duty applications
-
Power & Free Conveyor – allows accumulation and independent load control
-
Mono Rail Overhead Conveyor – cost-effective solution for continuous material transport
-
Four Wheel Type Overhead Conveyor – stable, high-load transport
-
Enclosed Track Conveyor – quiet and safe operation for sensitive products
Applications
-
Automotive assembly and paint shops
-
Garment hanging and sorting systems
-
Warehouses and logistics centers
-
Powder coating and spray painting plants
-
Heavy engineering and manufacturing industries
Advantages of Industrial Overhead Conveyor Systems
-
Maximizes floor space utilization
-
Improves production efficiency and workflow
-
Reduces manual handling and labor costs
-
Enhances workplace safety
-
Supports automation and scalability
-
Provides reliable, continuous operation
Why Choose an Industrial Overhead Conveyor?
Industrial overhead conveyors are designed to meet the demanding needs of modern production environments. Their flexible, modular design allows easy integration into existing facilities, providing a cost-effective and long-lasting material handling solution.