Description
Industrial Belt Conveyor – Heavy-Duty Material Handling System
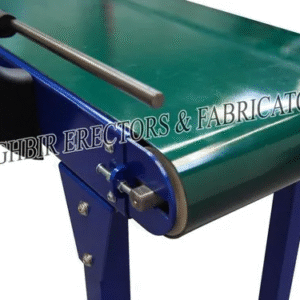
The Industrial Belt Conveyor is a robust conveyor system designed for efficient, continuous transport of cartons, boxes, pallets, and bulk materials across warehouses, factories, and industrial operations. Its belt-driven mechanism ensures smooth, controlled, and reliable movement, making it ideal for packaging lines, assembly lines, production floors, and logistics centers.
Built with durable belts and a strong frame, this conveyor supports high load capacities and can be customized in length, width, speed, and belt type to suit diverse industrial needs. Optional features such as side guards, cleats, and modular construction enhance safety, flexibility, and workflow efficiency.
Key Features:
-
Heavy-duty belt-driven transport for continuous operation
-
Smooth and controlled movement for high efficiency
-
Supports high load capacities for industrial applications
-
Customizable length, width, speed, and belt type
-
Optional side guards, cleats, and modular design
-
Durable, low-maintenance construction