Description
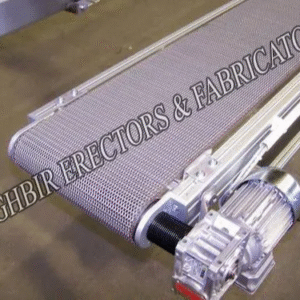
A Wire Mesh Chain Conveyor is a heavy-duty and reliable material handling system designed for continuous product transfer in industries such as food processing, baking, drying, washing, heat treatment, pharmaceutical, automotive, and packaging. This conveyor combines a durable wire mesh belt with strong side chains, ensuring excellent load stability, precise tracking, and smooth operation even in demanding industrial environments.
Manufactured using high-quality stainless steel or mild steel, the wire mesh chain conveyor offers superior airflow, high heat resistance, corrosion protection, and long service life. The open mesh belt design allows efficient drainage, ventilation, and easy cleaning, making it ideal for hygienic and high-temperature applications. Available with customizable belt width, mesh type, chain pitch, conveyor length, and motorized drive options, it integrates seamlessly into automated production lines. Known for low maintenance, high load-carrying capacity, and consistent performance, wire mesh chain conveyors enhance productivity and operational efficiency.